The Goal
The goal of this initiative was to deploy an intelligent, AI-powered monitoring solution that enables real-time visibility, proactive risk detection, and faster response across operations. By replacing manual observation and siloed systems with automated video analytics and data-driven insights, the solution aims to improve safety, operational efficiency, and decision-making while supporting long-term planning, scalability, and sustainable outcomes for the organisation.
The Result
Improved operational efficiency through real-time AI monitoring and automation
Faster response times enabled by instant alerts and incident detection
Reduced safety risks and incidents via proactive behaviour and anomaly detection
Lower operational costs by minimising manual monitoring and interventions
Enhanced visibility and control with real-time dashboards and analytics
Data-driven decision-making supported by historical trends and insights
Scalable deployment across multiple sites using existing infrastructure
Unlock Intelligence for Long-Term Improvement
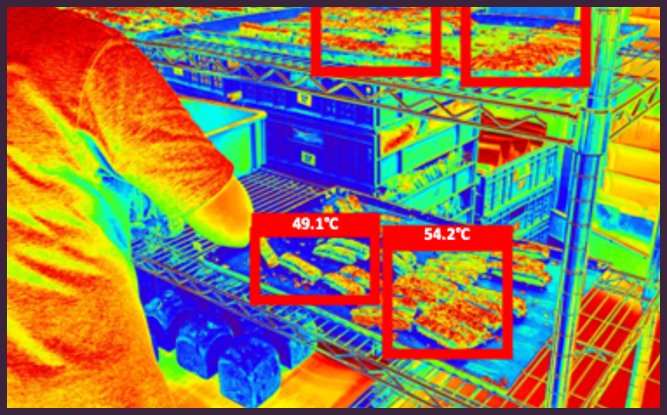
Predictive Maintenance – AI detects equipment wear (e.g., cooling system failures)
Energy Efficiency Insights – Tracks heat loss patterns in production lines
Supplier Quality Analysis – Correlates soya bean batches with defect rates
Automated Compliance Reports – Generates FDA/ISO audit-ready logs